喷丸强化技术是一种材料表面机械冷加工方法,借助高速运动弹丸流或高能冲击波撞击材料的表面,使材料表层发生弹塑性变形,呈现较好的表面完整性,从而提高材料的抗疲劳强度、微动疲劳抗力及损伤容限性能的一种表面强化方法。在航空工业中,航空零件的表面完整性直接影响其使用性能和服役能力,特别是零件的疲劳使用性能。喷丸强化技术通过改变材料表面完整性显著提高各类航空零部件的疲劳性能,且具有成本低、适应性强和操作方便等优点,在航空领域应用广泛。目前,我国在控制零件表面质量方面主要是测定表面粗糙度及检测表面缺陷,还没有建立完善的表面完整性设计及检测体系,通过喷丸强化技术调控表面完整性是提高航空零件质量可靠性的重要手段。
航天军工装备喷砂房系统
喷丸强化在材料表层引入残余应力场,其中靠近受喷材料表面一侧呈现为残余压应力,板材单面喷丸强化后的表层残余应力分布特征曲线如图 1 所示。普遍认为残余压应力是提高工程材料抗疲劳性能和抗应力腐蚀性能的重要强化机制,而且残余压应力值大小、压应力层深度对工件疲劳强度或寿命影响显著。因此,如何实现残余应力分布特征的调控是该领域重要研究内容之一。
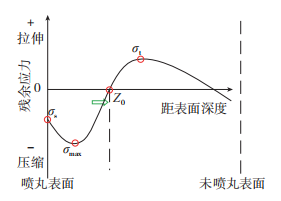
图1 喷丸强化残余应力层沿深度分布特征曲线
残余应力分布特征曲线包括 5个主要特征参数:表面残余应力值、残余压应力深度、最大残余压应力及其位置、最大残余拉应力。弹丸撞击材料表面时,通常与材料表面产生近似的赫兹接触,形成的最大弹性应力出现在材料次表面,所以通常喷丸强化最大残余压应力位于次表面。在某些情况下,残余应力分布特征发生变化,例如喷丸强化采用低密度的玻璃弹丸介质时,由于入射动能小,其喷丸强化钛合金和铝合金的最大残余压应力值出现在表面。当喷丸强化工艺为湿式喷丸强化时,硬质合金或钛合金也会出现表面残余压应力值最大的现象,因为湿式喷丸强度一般相对较低(为干喷丸强度的1/3~1/4),且陶瓷丸介质密度相对较小,但随着喷丸强度或覆盖率提高,最大残余压应力逐渐向次表面转移。激光喷丸强化工艺,最大残余压应力值通常出现在表面,因为激光喷丸时金属表面的吸收层吸收激光能量后气化产生高温高压的等离子体,等离子体发生爆炸产生冲击波作用于材料表面,没有形成赫兹接触;高压空化水射流喷丸,其形成的最大残余压应力也出现在受喷材料表面

航天军工装备自动喷砂房系统
喷丸强化工艺参数,如喷丸强度、喷丸时间、弹丸介质和弹丸流量的选取对残余应力值大小与分布的影响明显。较高喷丸强度下,弹丸入射阶段具有更大动能,接触区受喷材料应力集中程度更大、变形层更深,所以最大残余压应力值提高、残余压应力层变深,但喷丸强度过大可能获得相反的效果,主要由于应力松弛和表面剥层等因素的影响。喷丸时间作用主要局限于饱和时间内,最大残余应力值和应力层深度随喷丸时间延长而增加,达到饱和后数值基本稳定不变。弹丸流量直接影响到弹丸动能和 100%覆盖率时间,在一定喷丸气压下,弹丸流量大则喷丸饱和时间短,喷丸强度下降,进而影响残余压应力的大小及分布。弹丸直径越大,喷丸强化越容易产生更深的残余压应力层。
航空工业对其零件有很高的要求,不但要求零件材料轻,而且要求它们能够 在极其恶劣的环境下承受极端的载荷。借助于保护零件表面免遭外部破坏以及延 长疲劳寿命,我们的喷丸强化表面处理技术能够大大改善零件的整体性能。航空工业使用的绝大多数零件,包括飞机骨架、机翼、发动机、发动机叶片 、叶片榫头、叶片转盘、起落架、驱动装置、或传动零件(齿轮),均采用精控 喷丸处理技术满足其材料的性能指标。

飞机部件喷丸房系统
喷丸强化是高速运动的弹丸流喷射材料表面并使其表层发生 塑性变形的过程。喷丸过程中弹丸反复打击材料的表面,最终在 材料表面附近造成一塑性变形层即具有一定深度的强化层,喷丸 强化合理引入表面塑性变形层的可使材料疲劳性能及抗应力腐蚀 性能获得明显改善。根据材料在强化时产生塑性变形层、形变层 内的晶粒细化和金相组织的变化可分为下述三种强化:
喷丸强化是一项应用广泛的表面强化技术,其工艺操作简便和强化效果显著特点,是用来改善和提高零构件的 疲劳和应力腐蚀断裂抗力的一种有效方法。
凡具备下述特征的零构件,应优先考虑采用表面喷丸强化处理。
A) 承受交变载荷并且容易产生疲劳失效的重要承力件
B)在恒定载荷和腐蚀环境共同作用的易产生应力腐蚀(或氢脆)失效的重要 承力件
D) 需要进行电镀Cr、Ni、Ni+Cd、Cd+Ti等的钢零构件
F) 带有应力集中部位(如内外圆角、键槽、焊缝、工具标记、压印标记以 及结构上的突变区域等)
H) 各类螺旋压缩弹簧

飞机起落架喷砂系统
评价喷丸强化效果的方法包括:
1、表面粗糙度测量 2、残余应力测定 3、显微组织分析 4、显微硬度测试疲劳强 度试验。要达到预期的喷(抛)丸强化效果要严格控制其三大要素(1、设备 2、介质 3、工艺参数)